

tomkol
-
Публікації
1 074 -
Зареєстрований
-
Відвідування
Тип публікації
Профілі
Форум
Календар
Повідомлення, опубліковані користувачем tomkol
-
-
14 часов назад, SPClientOM сказал:
если из двух выделенных жирным выбрать только шото одно, то SSVA 180P. При покупке сказать чтоб родной рукав оставили себе и отминусовали из цены, и купить такой же Бинзеловский, тока 5-метровый. Баллон на барахолке купить по своему вкусу, либо на пункте продажи технических газов
Нержу вольфрамом сварит. А алюминий - нет.
-
 1
1
-
-
42 минуты назад, brat-h сказал:
Там еще по бокам интересный текст:
Такую этикетку нужно на все сварочные проволоки и электроды лепить. И вообще на саму профессию сварщика.
-
6 часов назад, tansss сказал:
Та и говорить не о чём! Мизер не ловленный
Это на швах чисто по нерже, которые на последнем фото. Но там же на этих деталях есть ещё по два шва, соединяющих нержу с чугунием, о чем я раньше упоминал. Это ещё пара-тройка процентов брака, которые исправить не всегда получается.
-
6 часов назад, tansss сказал:
Чёто мне подсказывает, что там не классическая нержа! Состав присадки и соответственно шва говорит о том, что там очевидно нужно стабильное значение ТКЛР в зависимости от изменения Т.
Эти нержавеющие фланцы к нержавеющим гофрам вообще без присадки привариваются. Потому и бывают пропуски, если зазор великоват.
-
40 минут назад, tansss сказал:
Правильно ли я вижу... все детали в ящике имеют радиальную трещину по шву!? И Вы её залечиваете!?
Да, это детали, отсортированные для ручной правки сваркой. Но в них уже не чугун треснутый, а дефекты шва, выполненного роботизированным ТИГом. Там обе соединяемые детали из нержавейки.
Роботом сваривать выгоднее, ибо в него детали может и неквалифицированный работник закладывать. Да и продуктивность в три раза больше, чем при ручной сварке ТИГом. Но иногда либо робот косячит, либо грязь на деталях оказывается, либо вольфрамовый электрод подгорит, либо зазор между деталями больше допустимого...
При таком массовом конвейерном производстве никто не будет делать индивидуальную подгонку и зачистку деталей. Есть только всё та же массовая подготовка в пределах допусков.
Процента два-три брака получается. Но вручную всё это исправляется.
-
В 26.01.2022 в 15:40, tansss сказал:
Деталь явно не дешёвая и должна работать в сурьёзных узлах!
Это элементы системы ЕГР для многолитровых дизельных моторов грузовиков.
Одна такая готовая деталь в сборе стоит 56 евро

-
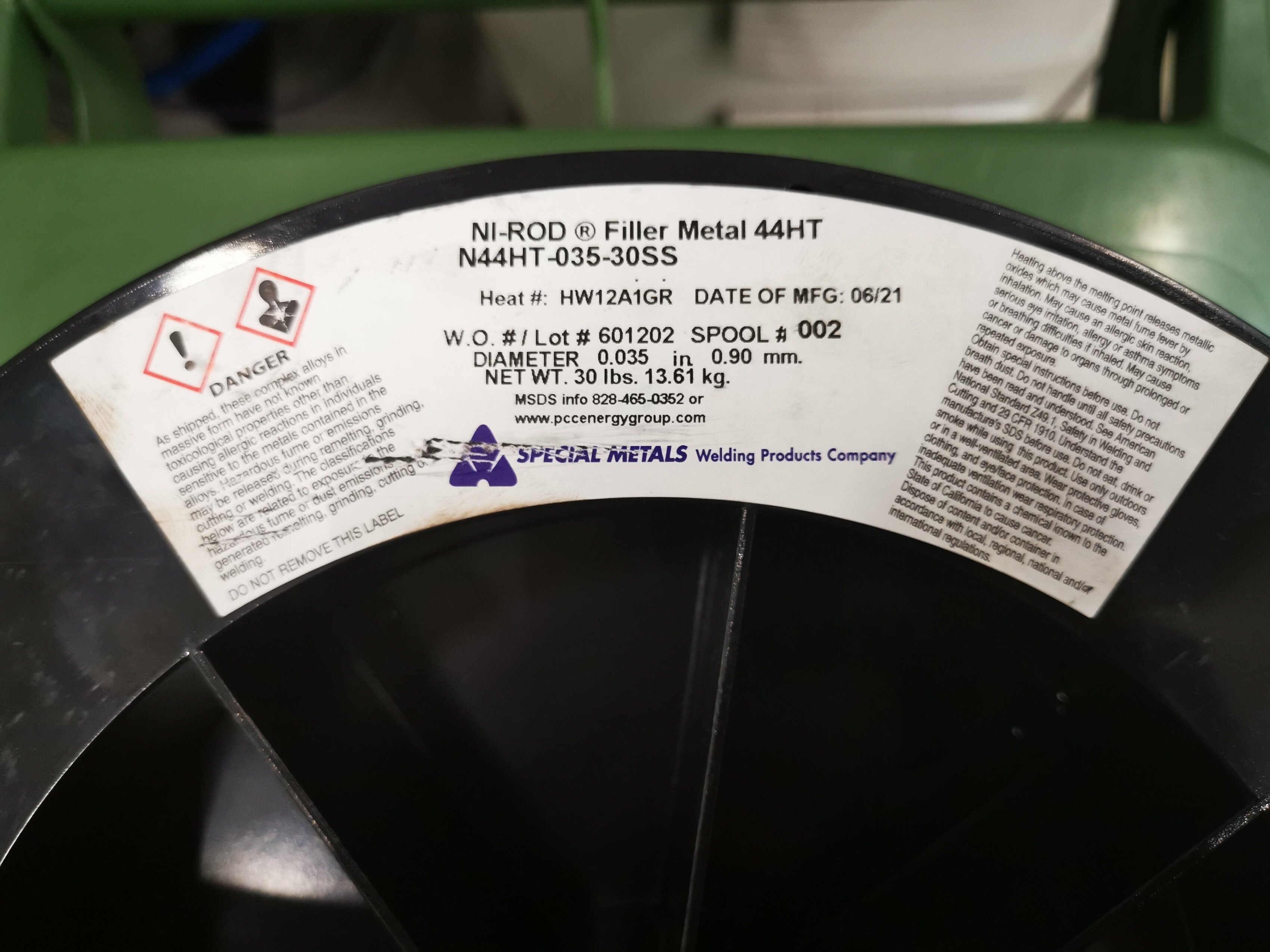
1 час назад, tansss сказал:
Состав проволоки 1,5углерод 44никель 11марганец 45железо
Хм, никогда не сталкивался. Очевидно шву нужны какие то специальные свойства типа инвара. Да и вообще, там точно литейка из чугунины а не инвар часом?
Да, именно чугун, к которому привариваются другие элементы из нержавейки
-
В 16.01.2022 в 17:53, tansss сказал:
Хм.!? Ну как бы интересно посмотреть на состав шва! И режимы!
Теперь приблизительно понятно зачем от те танцы с оборудованием и смешением защитных газов!
От шо то мне подсказывает, что прирост по трещиностойкости за счёт сварочно-технологических процессов в данном случае проигрывает металлургическим!
Состав шва выяснить не удалось. Но вот как раз сегодня меняли катушку с проволокой и я её сфоткал

-
2 часа назад, tansss сказал:
А какую марку проволоки пользуете, ну или хим состав шва?
Остывание - на воздухе или таки в печке?
Остывание под негорючим одеялом.
А какую марку проволоки сейчас там заправляют - не помню. Какая-то фирмы Линкольн. При случае гляну.
-
4 часа назад, tansss сказал:
Трещат горячими трещинами или холодными? Швы или ОШЗ?
А по-всякому бывает. Иногда сразу на горячую сам шов трещит (как на фотке, что ниже показывал), иногда ошз после остывания именно на стороне чугуна при контроле давлением воздуха даёт утечку.
Бывает, что даже через несколько дней из ящиков, где сложены готовые детали, раздается звук "динь")))
-
6 часов назад, brat-h сказал:
Н-да... ну все равно, продаваны нашли себе хорошего клиента, который готов лепить смеси и даже варить в гелии лишь бы не греть чугун перед сваркой.
Думаете, чехи настолько глупые?
Естественно, каждая деталь перед сваркой нагревается с помощью индукционной катушки.
И перед ручной правкой дефектов швов тоже обязательно предподогрев делается.
Просто проблема в том, что свариваются разнородные сплавы, имеющие, соответственно, разные коэффициенты теплового расширения. Да ещё и сам шов по замкнутому контуру идёт. А ещё и чугун от поставщика идёт в консервационной смазке. Её техническим спиртом смывают, но, понятное дело, из такого пористого сплава невозможно весь жир вымыть.
-
Вот, как раз вчера такие детали исправлял
-
4 часа назад, brat-h сказал:
Оборудование для много-компонентных смесей для сварки нержавейки на ПА.
Продаваны нашли себе хорошего клиента... интересно что они ему перед аппаратом поставили.
Это на заводике, где я работаю, такое оборудование недавно установили.
Чистую нержавейку сваривать не проблема, а вот сварка нержавейки с чугуном как раз проблематична. Трещат швы. Уже и всякие спецпроволоки разных составов пробовали, и смеси из трёх-четырех газов. Всё равно после робота часть сваренных деталей приходится вручную исправлять, предварительно вырезав трещины, и заваривать, используя в качестве присадки чистый никель.
-
1
-
-
Можно ещё интереснее замутить)))
-
4
-
-
В 28.10.2021 в 16:53, Tsoy сказал:
За остальные не скажу, не знаю, дела с ними не имел.
Маю ССВА 180 с полным фаршем. Уже много лет. Покупал давненько по советам из этой же ветки. Доволен. Электродами, ТИГом поигрался. Ну працюет и працюет. Пользуюсь в основном полуавтоматом 0,8 проволокой по чернине всякой, и пускозарядкой. Пускозарядка в сварке це бимба. Кто еще из вышеперечисленных такую функцию имеет. Аккумуляторы заряжает, есть звуковая сигнализация когда готово. Пусковую функцию проверял всего раз на мотоцикле, мотик со сдохшим аккумчиком заводит. На машине не пробовал, не приходилось. Прикольная возможность открылась случайно. Пришло в голову использовать режим пускозарядки как источник постоянного тока 12 вольт, с возможностью регулировки тока по амперажу для проверки рекламационных вентиляторов автомобильных. 12 вольт, О ампер -- ничо не происходит, 1 - начинает крутиться, на 4 ампера взлетает. Просто от аккумулятора так на разных режимах проверить не получилось бы.
По сварке полуавтоматом нареканий нет. Совсем тонкий металл 0,8 проволокой или прожигает, или некрасивые колбаски наваливает. Надо проволоку 0,6, и, возможно мастерство подкачать. Начиная от миллиметра проблем нет. На толстых деталях надо кромки разделывать, это нормально и правильно, так книжка пишет.
По ТИГу да, только постоянка, для черного металла или нержавейки. На ССВА я им не пользуюсь. Для ТИГа у меня полноценный АС/ДС есть, а для электродов Атом 180Д.
ССВА, как и Атом, как и Патон хороши тем, что в Украине производятся, и с сервисом/ремонтом/гарантией проблем никаких нет. В отличие от каких-нибудь нонеймов или махровых китайцев.
Цой :))
Я соседу как-то дизельный 2,6 бус заводил от своего аппарата. Без проблем
-
1
-
-
не, ну если диски были по очень хорошей цене, китайские из фольги - то их могло вести от собственного веса.
Диски оригинальные, родные. Не думаю, что немцы глупые. Просто при ударе в яму диск, сминаясь, частично на себя забирает энергию. Лучше и дешевле диски прокатывать, чем в подвеске менять рваные сайлентблоки, стойки стабилизатора, амортизаторы, шаровые и т.д.
Кроме того, диск из мягкой стали не треснет, в отличие от жёсткого.
-
Я бы удивился если было бы наоборот) Надо было шиномонтаж менять.
С какой радости? Я ж сам смотрел всегда, как на стенде мои диски вращали. И прокатывали их при мне, и контроль после прокатки тоже при мне.
Думаете, смена шиномонтажа привела бы к чуду? )))
-
Отсюда вывод : ездить надо на нормальных железных дисках , там с хорошей сваркой проблем гораздо меньше
А я на Украине именно так и ездил))). Причем, почти каждый год приходилось их прокатывать, хотя и старался в ямы не попадать.
Потому и второй комплект резины не держал на дисках. Каждый раз, переобуваясь с летней на зимнюю или обратно, просил шиномонтажников проверить геометрию дисков, ну и поправить, если найдут книвизу. Редко когда оказывалось, что все четыре в порядке.
-
Так то в НИИ Патона )) а так в каждом сто есть пицылисты варящие диски . При этом клиенту никто не говорит , что в случае дтп если страховая или экспертиза обнаружит варёный лопнувший диск никто не будет разбираться что было первым , удар а потом лопнуло или наоборот
Ну а я про шо?!
Добавлено через 4 минуты
Тем не менее литые автомобильные диски варят сплошь и рядом, увы. Новые диски дорогие, денег на покупку обычно нету, а дороги у нас не идеальные - поэтому варят.Зато дешево. А это для многих автомобилистов очень важно, т.к. бензин дорогой и на обслуживание авто денег уже не остается.
Ага, а потом в сводках о дтп читаем "з невідомих причин виїхав на зустрічну смугу". Конечно, причины могут быть самые разнообразные, но среди них и тот заваренный диск. Даже если только краешек был в ремонте, то отвалившись на скорости, он повлечет за собой полный сброс давления в покрышке (естесственно, если она бескамерная), а это - гарантированный занос, особенно, если на передней оси такой диск установлен.
-
2
-
-
Ну как по мне, даже при наличии акта выполненных работ, что в принципе очень большая редкость, доказать это будет ну очень тяжело.
Я больше о другом. У нас сейчас очень много людей которые для того что бы заработать сейчас деньги наобещают заказчику золотые горы.
Да и хватаются за все подряд. И не только в сварке дисков. А предупредить о возможных рисках, зачем, а вдруг он новый купит, а я ничего не заработаю.
Есть всё таки разница, наплавить отколотый кусочек на ободе, или диск из восьми кусков собирать.
Я считаю что исполнитель должен предупредить заказчика о возможных рисках, либо если не уверен отказаться от выполнения работы. Но у нас же все умеют всё. В мечтах. И не только в сварке, а везде.
За деньги доказать можно всё. А особенно, если есть за что зацепиться.
Человек, который меня в Патоне учил, при мне даже что-то французам для спутников сваривал. Но, сказал, что за сварку легкоплавных дисков не берется. Именно потому, что знает прецеденты.
-
2
-
-
Я вам скажу так. Сам по себе, если не будет удара, он не развалится. А если будет удар так разбить можно и не вареный диск.
Да, разбить можно и целый. Но вероятность намного меньше.
А если дтп случится при эксплуатации ремонтированного диска, даже когда он разломается уже в процессе удара машины обо что-то после заноса или кувыркается, то адвокат водителя будет стараться перевести стрелку на сварщика.
-
Жаль!!! Жаль что для такой профессии не находится вакансий с достойной оплатой дома!
Я когда то в 10-11 году просто промониторил вакансии IWE... в штатах и Канаде - 150+ страниц по 20 вакансий... СНГ - одна не полная!
Конечно, печально, и не только по отношению к этой профессии, но и к другим. Хотелось бы, чтоб дома был такой уровень жизни. Но, опять-таки к сожалению, есть серьезные причины сомневаться, что когда-либо это случится(((
-
+1000. Сам связан со сваркой алюминия, и к примеру та же ситуация с диском. Заварить то не проблема, для качественной сварки проблема знать из чего сделана деталь. Сплавов из алюминия много и присадочной проволоки тоже много. А что конкретно чем варить на глаз не определяется. То есть в любом случае нужно понимать что той прочности что было уже не будет. Потому как если возить каждую деталь на спектральный анализ, ценник работы будет такой что проще купить новое. А потом ещё платить технологу что бы техпроцесс написал. Что бы вам не рассказали гаражные аргонщики. Просто друое дело, что не все об этом предупреждают. Лично я поэтому и не берусь за сварку ответственных деталей если я не знаю материал детали. Мне проще отказать чем потом выслушивать. К сожалению очень много таких, главное сегодня денег содрать, а что дальше будет побоку.
А если развалившийся в движении диск станет причиной аварии, да ещё с жертвами, то у ремонтировал его сварщика возможны проблемы. Крайнего очень постараются найти
Добавлено через 6 минут
Велосипедисты очень в курсе этой особенности . Рамы, заваренные в автогаражах, довольно быстро лопаются рядом. Но велосипедистам немного проще - марка сплава написана обычно прямо на раме. Но все-равно надо искать адекватного сварщика, которому те цифры о чем-то скажут, а не аргонщика из гаража.Но изначально рамы, которы лопнули, вернее - треснули после ремонта в гаражах, ведь были треснуты после изготовления на заводе? Так может изначально они изготовлены из некачественного сплава, а промаркировать на них китайцы могли что угодно - хоть золото высшей пробы)))
-
Сварка - область специалист в которой должен быть сведущ во многих отраслях знаний... металлургия, химия, прочность, электричество, термодинамика и тд.
Сварные высокого уровня просто не могут быть таковыми без определённых базовых знаний процессов, которые они воплощают в жисть
.Вот и я о том же говорю. В автошколе учать не только на педали давить, но и устройство автомобиля, и правила оказания первой медицинской помощи и т.д.
Не, можно и без сертификата сварщиком работать, но там, куда я перекочевал, без сертификатов уровень зарплаты намного ниже, да и работа более тяжёлая и грязная. И трудоустроиться можно только нелегально, с риском быть депортированным. А оно мне надо?



 .
.
Обсуждение сварочного оборудования профессионалами и иже с ними.
в Інструменти
Опубліковано:
Вроде бы и поблагодарил, а вроде бы и наоборот 😆